A stud bolt is a headless threaded fastener used to clamp flanges, machinery, pressure vessels, and structural assemblies. It may be fully threaded or threaded at both ends and is normally secured with heavy hex nuts. Correct material, grade, dimensions, coating, and preload preserve joint integrity under pressure, vibration, corrosion, and temperature variation.
1. Stud Bolt Overview
A stud bolt is a cylindrical headless fastener with threads along its body or at both ends.
Typical construction includes a steel rod, machined or rolled threads, chamfered ends, and compatible nuts.
Nut tightening elastically stretches the stud, producing preload that compresses the assembled components and preserves joint closure.
Stud bolts clamp flanges, align equipment, anchor structures, and permit repeated dismantling without damaging tapped components.

2. Stud Bolt Components
2.1 Threaded Rod
The threaded rod carries tensile load, while its metallurgy, diameter, and heat treatment determine overall performance.
2.2 Heavy Hex Nuts
Heavy hex nuts provide greater width, thickness, bearing area, and thread strength than ordinary finished nuts.
2.3 Washers
Washers spread bearing pressure and protect surfaces, although flange standards may restrict or omit their use.
2.4 Threaded Ends
Threaded ends accept nuts or tapped holes, while chamfers protect the first thread and ease assembly.
2.5 Unthreaded Shank
A plain shank removes thread roots from highly stressed regions and can improve fatigue resistance.
2.6 Nut Engagement
Sufficient engagement prevents thread stripping and normally leaves one or more complete threads visible beyond the nut.
2.7 Protective Coatings
Coatings resist corrosion but alter friction, making coating-compatible nuts and validated tightening values essential.

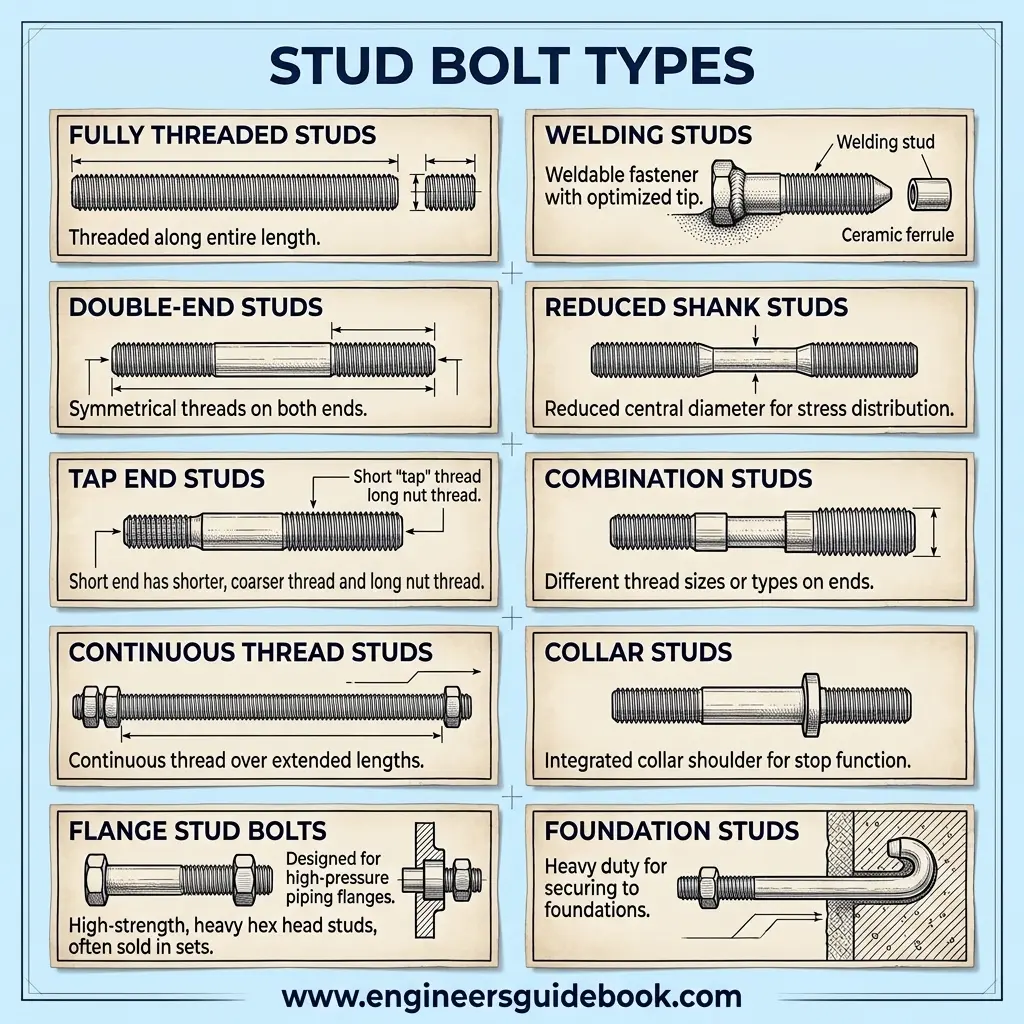
3. Stud Bolt Types
3.1 Fully Threaded Studs
Fully threaded studs allow flexible nut positioning and suit flanges, supports, electrical work, and general fabrication.
3.2 Double-End Studs
Double-end studs have threaded extremities separated by a plain shank, often for tapped equipment connections.
3.3 Tap End Studs
Tap end studs use a shorter fixed end and a longer exposed end for the nut.
3.4 Continuous Thread Studs
Continuous thread studs are uniformly threaded bars cut to length for economical and adaptable fastening.
3.5 Flange Stud Bolts
Flange studs use two heavy hex nuts and are selected by flange size, class, temperature, and service.
3.6 Welding Studs
Welding studs are fused directly to base metal through arc, drawn-arc, or capacitor-discharge processes.
3.7 Reduced Shank Studs
Reduced shank studs encourage uniform elastic elongation and improved load distribution in highly stressed joints.
3.8 Combination Studs
Combination studs incorporate dissimilar thread forms, diameters, or end configurations for specialized mating components.
3.9 Collar Studs
Collar studs include an integral shoulder that controls insertion depth, alignment, or bearing position.
3.10 Foundation Studs
Foundation studs secure machinery and structural columns to concrete through embedded ends, plates, hooks, or sleeves.

4. Stud Bolt Materials
4.1 Carbon Steel
Carbon steel provides economical strength for moderate service but generally requires protection against atmospheric corrosion.
4.2 Alloy Steel
Chromium-molybdenum alloy steel offers high strength, hardenability, and dependable performance at elevated temperatures.
4.3 Stainless Steel
Stainless steel provides corrosion resistance and cleanability, although careful lubrication is needed to prevent galling.
4.4 Duplex Stainless Steel
Duplex stainless steel combines high strength with resistance to chlorides and stress-corrosion cracking.
4.5 Super Duplex Steel
Super duplex steel suits seawater, offshore, desalination, and aggressive chemical environments requiring exceptional pitting resistance.
4.6 Nickel Alloys
Nickel alloys withstand severe heat, acids, chlorides, oxidation, and thermal cycling beyond ordinary steels.
4.7 Copper Alloys
Copper alloys provide corrosion resistance, conductivity, and non-sparking properties for marine and electrical applications.
4.8 High Temperature Alloys
High-temperature alloys resist creep, oxidation, and progressive strength loss during prolonged thermal exposure.
4.9 Low Temperature Materials
Low-temperature materials retain impact toughness and resist brittle fracture in refrigeration, cryogenic, and liquefied-gas service.

5. Stud Bolt Grades
5.1 ASTM A193 B7
ASTM A193 B7 is quenched-and-tempered chromium-molybdenum steel widely used in high-pressure and elevated-temperature joints.
5.2 ASTM A193 B7M
B7M has controlled hardness and reduced strength for sour environments vulnerable to sulfide stress cracking.
5.3 ASTM A193 B8
B8 is Type 304 stainless bolting supplied in classes reflecting strain hardening and strength requirements.
5.4 ASTM A193 B8M
B8M uses Type 316 stainless steel for improved resistance to chlorides, chemicals, and marine exposure.
5.5 ASTM A193 B16
B16 contains chromium, molybdenum, and vanadium for sustained strength in demanding high-temperature service.
5.6 ASTM A320 L7
ASTM A320 L7 is impact-tested alloy steel bolting intended for low-temperature pressure equipment and piping.
5.7 ASTM A320 L7M
L7M combines low-temperature toughness with restricted hardness for environments susceptible to assisted cracking.
5.8 ASTM A320 B8M
A320 B8M is Type 316 stainless bolting qualified for low-temperature applications requiring corrosion resistance.
5.9 SAE Grades
SAE grades classify inch fasteners by strength but should not replace specified pressure-bolting grades without approval.
5.10 Metric Property Classes
Classes such as 8.8, 10.9, and 12.9 indicate tensile strength and nominal yield-strength ratio.

6. Stud Bolt Standards
6.1 ASTM Standards
ASTM standards define chemistry, heat treatment, mechanical properties, testing, dimensions, and certification for bolting materials.
6.2 ASME Standards
ASME standards relate bolting selection to piping, flanges, pressure vessels, allowable stresses, and service conditions.
6.3 ANSI Standards
ANSI approves many American standards commonly referenced for threads, flanges, dimensions, and industrial interchangeability.
6.4 ISO Standards
ISO standards harmonize metric threads, tolerances, coatings, mechanical properties, and testing across global supply chains.
6.5 DIN Standards
DIN standards remain prevalent on European equipment and legacy drawings for stud forms and dimensions.
6.6 BS Standards
British Standards govern traditional fastener dimensions, materials, threads, and testing in many older installations.
6.7 API Standards
API standards address petroleum equipment, refinery piping, flanges, drilling systems, and hydrocarbon-service bolting.
6.8 NACE Requirements
NACE requirements control hardness, metallurgy, and documentation for bolting exposed to hydrogen-sulfide environments.
6.9 Stud Bolt Marking Standards
Required markings identify the manufacturer, grade, and sometimes production lot for rapid field verification.
6.10 Material Certification Standards
Material certificates document chemistry, mechanical tests, heat treatment, and traceability, often through EN 10204 Type 3.1.

7. Stud Bolt Dimensions
7.1 Nominal Diameter
Nominal diameter defines the standardized thread size and influences tensile area, nut size, and load capacity.
7.2 Stud Length
Stud length must accommodate the complete joint stack, both nuts, and the required thread projection.
7.3 Thread Length
Thread length must ensure full engagement without allowing nuts to contact incomplete or runout threads.
7.4 Thread Pitch
Metric pitch measures axial spacing, while inch threads are expressed as threads per inch.
7.5 Nut Dimensions
Nut width, height, bearing face, and thread class must correspond with the stud specification.
7.6 Flange Thickness
Combined flange thickness forms the principal grip length and must include relevant raised-face or insert geometry.
7.7 Gasket Allowance
Stud calculations should use the gasket’s compressed installation thickness rather than its loose, uncompressed dimension.
7.8 Bolt Hole Diameter
Bolt holes provide assembly clearance but should not be so large that alignment becomes unstable.
7.9 Metric Dimensions
Metric studs are designated by diameter, pitch, and length, such as M24 × 3 × 180.
7.10 Imperial Dimensions
Imperial studs specify nominal diameter, thread series, threads per inch, and overall length.
7.11 Stud Length Calculation
Add flange thicknesses, compressed gasket thickness, nut heights, washers, and thread projection, then select an approved standard length.

8. Stud Bolt Threads
8.1 Coarse Threads
Coarse threads have deeper profiles and fewer threads per unit length. They assemble quickly, tolerate contamination, and resist stripping in softer materials.
8.2 Fine Threads
Fine threads provide a larger tensile stress area and improved adjustment accuracy. They suit vibration-prone joints but are more vulnerable to cross-threading and debris.
8.3 Unified National Coarse Threads
Unified National Coarse threads are widely used on general-purpose inch fasteners. Their robust geometry supports rapid assembly and dependable service under moderate loading.
8.4 Unified National Fine Threads
Unified National Fine threads offer greater engagement within limited lengths. They are commonly selected where higher tensile capacity and precise preload control are required.
8.5 Eight Thread Series
The eight-thread series uses eight threads per inch regardless of diameter. It is prevalent on larger pressure-flange stud bolts governed by industrial piping standards.
8.6 Metric Threads
Metric threads are identified by nominal diameter and pitch, such as M24 × 3. Coarse and fine pitches are available for different service conditions.
8.7 Rolled Threads
Rolled threads are formed by cold deformation rather than material removal. This process improves grain flow, surface finish, fatigue strength, and dimensional consistency.
8.8 Cut Threads
Cut threads are machined into the stud surface. They accommodate low-volume production and unusual geometries, although interrupted grain flow may reduce fatigue performance.
8.9 Thread Tolerances
Thread tolerances regulate pitch diameter, clearance, and fit. Correct classes prevent excessive looseness, seizure, or incompatibility between the stud and nut.
8.10 Thread Engagement
Adequate engagement allows the nut to develop the stud’s tensile capacity without stripping. Full nut thickness should engage complete, undamaged threads.
8.11 Thread Galling
Galling is adhesive wear caused by friction, pressure, and material affinity. Stainless steel assemblies require clean threads, suitable lubrication, and controlled tightening speed.

9. Stud Bolt Coatings
9.1 Zinc Plating
Zinc plating offers economical sacrificial corrosion protection for mild environments. Its thin deposit preserves thread dimensions but has limited durability in aggressive exposure.
9.2 Hot Dip Galvanizing
Hot dip galvanizing provides a thicker zinc layer for outdoor and structural service. Oversized nuts may be required to accommodate the coating thickness.
9.3 Cadmium Plating
Cadmium plating provides lubricity and corrosion resistance, especially in marine and aerospace service. Environmental and occupational restrictions now limit its application.
9.4 PTFE Coating
PTFE coatings reduce friction and improve resistance to chemicals, moisture, and seizure. Torque values must reflect the coating’s low friction coefficient.

10. Stud Bolt Selection
10.1 Load Requirements
Selection begins with tensile, shear, bending, and external loading. The stud must maintain adequate preload without approaching unsafe stress levels.
10.2 Operating Pressure
Internal pressure attempts to separate flanged components. Stud quantity, diameter, and strength must sustain gasket compression under the maximum design pressure.
10.3 Operating Temperature
Temperature influences strength, creep, expansion, and oxidation. Materials must retain acceptable mechanical properties throughout startup, operation, shutdown, and upset conditions.
10.4 Flange Rating
Flange class determines geometry, bolt-hole arrangement, and expected service capability. Stud dimensions must match the applicable flange standard and pressure class.
10.5 Material Compatibility
Studs, nuts, flanges, and process media must be metallurgically compatible. Inappropriate combinations can create galvanic corrosion, galling, or accelerated deterioration.
10.6 Corrosion Conditions
Acids, chlorides, hydrogen sulfide, moisture, and salt spray demand specialized materials or coatings. Corrosion allowance alone cannot compensate for unsuitable metallurgy.
10.7 Environmental Exposure
Outdoor, buried, marine, cryogenic, and fire-exposed installations impose distinct requirements. Selection should account for weathering, insulation, contaminants, and maintenance accessibility.
10.8 Vibration Conditions
Cyclic vibration can relax preload and initiate fatigue cracks. Fine threads, locking arrangements, and controlled tensioning may improve resistance to loosening.
10.9 Fatigue Resistance
Fatigue resistance depends on stress concentration, thread quality, preload stability, and load fluctuation. Rolled threads and reduced shanks often improve endurance.
10.10 Strength Requirements
Required strength should include design margins without unnecessary hardness. Excessively hard bolting can become vulnerable to brittle fracture or environmental cracking.
10.11 Nut Compatibility
Nut grade, material, coating, and thread class must complement the stud. A mismatched nut may strip before the stud reaches its intended preload.
10.12 Standard Compliance
Applicable ASTM, ASME, API, ISO, DIN, and project specifications should govern selection. Substitutions require documented engineering evaluation and formal approval.

11. Stud Bolt Installation
11.1 Surface Inspection
Inspect studs, nuts, flange faces, and holes for corrosion, distortion, burrs, contamination, and damaged threads before assembly.
11.2 Flange Alignment
Flanges should be naturally aligned without forcing them together through bolt tightening. Misalignment introduces bending stress and uneven gasket compression.
11.3 Stud Insertion
Insert studs carefully through aligned holes without damaging coatings or threads. Equal projection on both sides simplifies tightening and inspection.
11.4 Nut Installation
Nuts should rotate freely by hand over the complete engagement length. Binding indicates contamination, distortion, or incompatible thread dimensions.
11.5 Lubrication
Apply the specified lubricant uniformly to threads and nut-bearing surfaces. Uncontrolled lubrication can produce excessive preload at the prescribed torque.
11.6 Hand Tightening
Hand tightening seats all components before controlled loading begins. Nuts should be brought into uniform contact without creating localized gasket compression.
11.7 Cross Tightening
A cross pattern distributes load progressively around the flange. Multiple passes reduce distortion and improve gasket seating consistency.
11.8 Torque Tightening
Torque tightening converts rotational input into approximate preload. Calibrated tools, verified friction assumptions, and staged passes are essential for repeatability.

12. Stud Bolt Applications
12.1 Pipe Flanges
Stud bolts clamp pipe flanges around gaskets, creating pressure-tight joints in process, utility, and transmission piping systems.
12.2 Pressure Vessels
Pressure vessels use high-strength studs on covers, manways, nozzles, and removable closures exposed to substantial separating forces.
12.3 Heat Exchangers
Heat exchangers require studs for channel covers, bonnets, and tube-sheet joints subjected to temperature cycling and frequent maintenance.
12.4 Industrial Valves
Large valves use stud bolts on body joints, bonnets, actuators, and flanged ends where reliable disassembly remains necessary.
12.5 Pumps
Pump casings, bearing housings, and flanged connections rely on studs for accurate alignment and controlled clamping.
12.6 Compressors
Compressors use specialized studs on cylinders, heads, casings, and foundations exposed to pulsation, vibration, and cyclic loading.
12.7 Boilers
Boiler applications require heat-resistant bolting for drums, headers, access covers, and high-temperature steam connections.

13. Frequently Asked Questions
13.1 What Is a Stud Bolt
A stud bolt is a headless threaded fastener secured with nuts or installed into a tapped component to create a strong clamped joint.
13.2 What Is the Difference Between a Stud Bolt and a Regular Bolt
A regular bolt has an integral head, whereas a stud bolt is headless and usually accepts nuts on both ends.
13.3 What Are the Main Types of Stud Bolts
Common types include fully threaded, double-end, tap-end, flange, welding, reduced-shank, collar, and foundation studs.
13.4 Which Material Is Best for Stud Bolts
The best material depends on strength, temperature, corrosion, pressure, and environmental conditions. No single alloy suits every application.
13.5 What Is an ASTM A193 B7 Stud Bolt
It is a quenched-and-tempered chromium-molybdenum alloy-steel fastener intended for high-pressure and elevated-temperature service.
13.6 How Is Stud Bolt Length Calculated
Length is determined by adding flange thicknesses, compressed gasket thickness, nut heights, washers, and the required thread projection.
13.7 Why Are Heavy Hex Nuts Used With Stud Bolts
Heavy hex nuts provide greater thread engagement, bearing area, and stripping resistance than ordinary nuts.
13.8 What Thread Series Is Used for Flange Stud Bolts
Large inch-series flange studs commonly use the eight-thread series, while smaller sizes may use coarse threads according to the governing standard.
13.9 How Much Torque Should Be Applied to a Stud Bolt
Torque depends on diameter, grade, desired preload, coating, lubrication, and friction. An approved project-specific torque chart should always be followed.
13.10 Should Stud Bolts Be Lubricated
Lubrication is beneficial when specified because it reduces friction and improves preload consistency. Torque must be adjusted for the selected lubricant.
13.11 How Can Stud Bolt Galling Be Prevented
Use compatible materials, clean threads, approved anti-galling lubricant, slower tightening speeds, and undamaged nuts.
13.12 How Are Stud Bolts Inspected
Inspection includes visual examination, dimensional checks, hardness verification, material traceability, coating assessment, and nondestructive testing when required.
13.13 When Should Stud Bolts Be Replaced
Replace studs showing corrosion loss, cracked threads, permanent deformation, severe galling, damaged coatings, uncertain traceability, or excessive service exposure.
14. Conclusion
Stud bolts are indispensable fastening elements for pressure equipment, machinery, structures, and piping systems requiring strong, removable connections.
Successful selection balances material, grade, thread form, dimensions, coating, pressure, temperature, corrosion, and applicable standards.
Correct alignment, lubrication, tightening sequence, and preload verification determine whether a stud bolt joint performs reliably.
Long-term reliability depends on traceable materials, compatible components, controlled installation, scheduled inspection, and timely replacement of deteriorated fasteners.