Bolt thread types determine how fasteners fit, tighten, and carry loads. Metric threads use millimetres, UNC uses coarse inch-based pitches, UNF uses finer inch-based pitches, and BSW uses the historic Whitworth profile. Correct selection depends on dimensional compatibility, material strength, vibration, service conditions, and replacement availability.
1. Introduction to Bolt Thread Types
1.1 Thread Standards
Thread standards define dimensions, geometry, tolerances, and identification rules. They ensure bolts and nuts from compliant manufacturers assemble safely and predictably.
Selecting a thread requires more than matching diameter. Load, vibration, material, corrosion, maintenance frequency, and procurement availability must also be evaluated.
2. Bolt Thread Fundamentals
2.1 Major Diameter
The major diameter is measured across external thread crests. It generally corresponds to the bolt’s nominal size, subject to manufacturing tolerance.
2.2 Minor Diameter
The minor diameter is measured across thread roots. It represents the narrowest threaded section and strongly influences tensile load capacity.
2.3 Pitch Diameter
Pitch diameter is where thread ridge and groove widths are theoretically equal. It governs fit, flank contact, and assembly smoothness.
2.4 Thread Pitch
Pitch is the axial distance between adjacent crests. Metric threads express this distance directly in millimetres.
2.5 Threads Per Inch
Threads per inch indicate how many complete threads occur within one inch. Higher TPI values identify finer imperial threads.
2.6 Thread Angle
Thread angle is measured between opposing flanks. Metric, UNC, and UNF use 60 degrees, whereas BSW uses 55 degrees.
2.7 Thread Crest
The crest is the thread ridge’s outermost surface. Its shape affects clearance, tool geometry, wear, and susceptibility to handling damage.
2.8 Thread Root
The root lies between adjacent flanks. Because stress concentrates here, poor machining or corrosion can initiate fatigue cracking.
2.9 Thread Flank
Flanks are the inclined load-bearing surfaces between crest and root. Their contact transfers axial force between bolt and nut.

3. Metric Thread Types
3.1 Metric Thread Standard
ISO metric threads use millimetres and a 60-degree profile. They dominate modern international machinery, automotive, construction, and manufacturing applications.
3.2 Metric Thread Designation
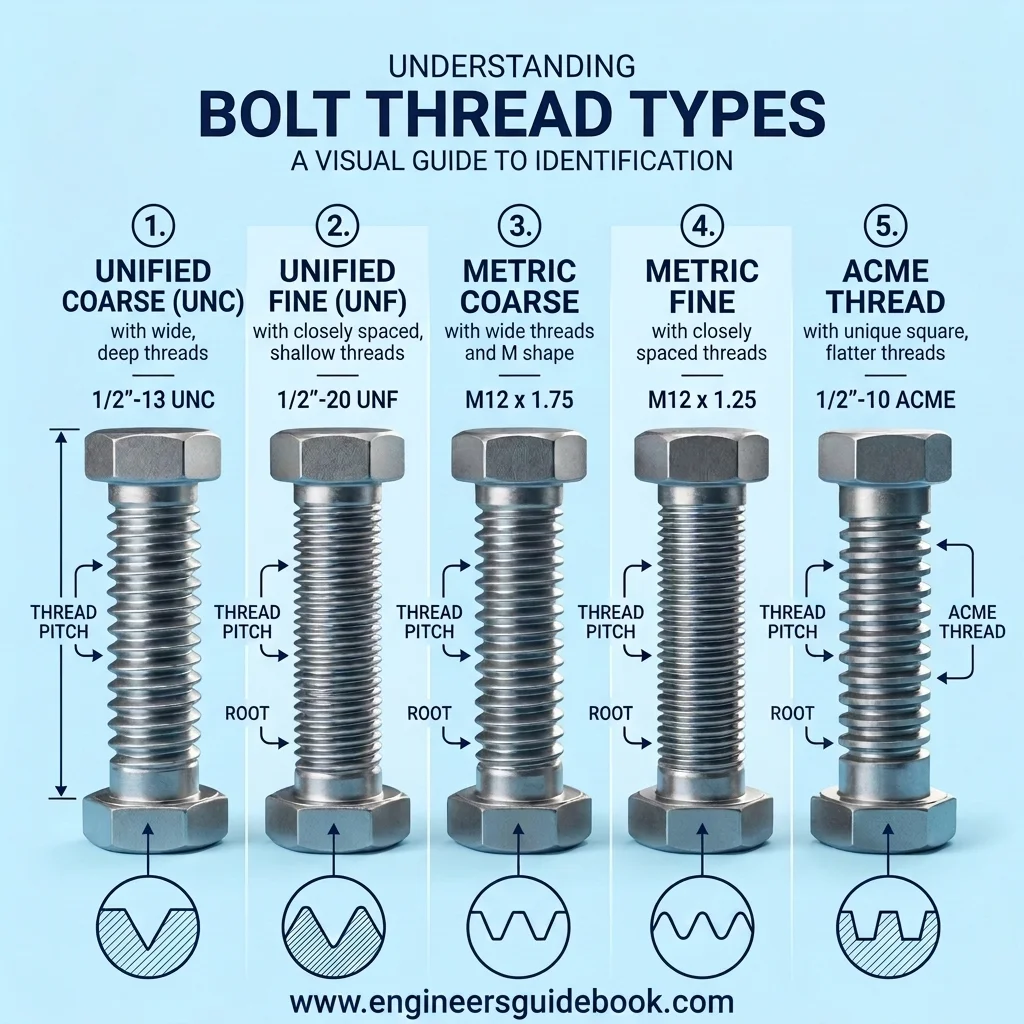
A designation such as M12 × 1.75 indicates 12 mm nominal diameter and 1.75 mm pitch. Omitted pitch usually means coarse series.
3.3 Metric Coarse Threads
Metric coarse threads are robust, quick to assemble, and tolerant of dirt. They perform particularly well in softer tapped materials.
3.4 Metric Fine Threads
Metric fine threads offer greater tensile stress area, finer adjustment, and improved preload control within the same nominal diameter.
3.5 Metric Extra Fine Threads
Extra fine threads suit thin sections and precision adjustment. Their delicate geometry, however, is more vulnerable to contamination and cross-threading.
3.6 Metric Thread Pitch
Pitch selection influences thread depth, assembly speed, preload sensitivity, and stripping resistance. Coarse pitches favour durability; fine pitches favour precision.
3.7 Metric Thread Tolerances
Tolerance classes control permissible dimensional variation. Common combinations include 6g external threads and 6H internal threads for general engineering fits.
3.8 Metric Strength Classes
Property classes such as 8.8, 10.9, and 12.9 indicate mechanical strength. Thread size alone does not establish bolt capacity.
3.9 Metric Thread Applications
Metric fasteners appear in pumps, conveyors, motors, vehicles, process plants, structures, and appliances because global replacement stock is extensive.
3.10 Metric Thread Advantages
Principal advantages include international standardisation, straightforward notation, broad tooling support, and compatibility with modern metric engineering documentation.
3.11 Metric Thread Limitations
Metric threads cannot safely replace near-sized imperial threads. Apparent initial engagement may conceal damaging differences in diameter or pitch.

4. UNC Thread Types
4.1 UNC Thread Standard
Unified National Coarse threads use inch dimensions, specified TPI values, and a 60-degree Unified profile common in North American equipment.
4.2 UNC Thread Designation
A designation such as 1/2-13 UNC means one-half-inch nominal diameter with thirteen threads per inch in the coarse series.
4.3 UNC Thread Pitch
UNC pitches are comparatively wide and deep. This promotes rapid assembly, contamination tolerance, and strong engagement in softer materials.
4.4 UNC Thread Angle
UNC uses a 60-degree angle. Despite matching metric geometry, diameter and pitch differences generally make the systems incompatible.
4.5 UNC Thread Sizes
Typical sizes include 1/4-20, 3/8-16, 1/2-13, and 3/4-10. Each diameter has a standard coarse TPI.
4.6 UNC Thread Tolerances
Unified fit classes include 1A, 2A, and 3A externally and 1B, 2B, and 3B internally.
4.7 UNC Strength Grades
SAE Grades 2, 5, and 8 are common. Head markings identify grade and help prevent under-strength substitutions.
4.8 UNC Thread Applications
UNC fasteners are prevalent in construction machinery, agricultural equipment, heavy vehicles, plant supports, and American-manufactured industrial assemblies.
4.9 UNC Thread Advantages
UNC threads resist handling damage, tolerate imperfect field conditions, assemble quickly, and reduce cross-threading risk during routine maintenance.
4.10 UNC Thread Limitations
Their smaller tensile stress area and lower adjustment resolution can make UNC less suitable for precision or highly preloaded joints.

5. UNF Thread Types
5.1 UNF Thread Standard
Unified National Fine threads share the 60-degree Unified profile but use more threads per inch than corresponding UNC sizes.
5.2 UNF Thread Designation
A 1/2-20 UNF fastener has one-half-inch nominal diameter and twenty threads per inch, distinguishing it from 1/2-13 UNC.
5.3 UNF Thread Pitch
Smaller pitch provides finer adjustment and more controlled preload for each degree of nut or bolt rotation.
5.4 UNF Thread Angle
UNF retains a 60-degree angle. Nevertheless, its different pitch prevents mating with same-diameter UNC components.
5.5 UNF Thread Sizes
Common sizes include 1/4-28, 3/8-24, 1/2-20, and 3/4-16, particularly in automotive and aerospace assemblies.
5.6 UNF Thread Tolerances
UNF uses Unified fit classes. Class 2 suits general service, while Class 3 provides reduced clearance for precision applications.
5.7 UNF Strength Grades
UNF fasteners are available in high-strength SAE and aerospace specifications. Their larger tensile area can support substantial axial loading.
5.8 UNF Thread Applications
Typical uses include engines, braking systems, aircraft structures, hydraulic fittings, machine tools, and accurate adjustment mechanisms.
5.9 UNF Thread Advantages
UNF provides higher tensile area, precise adjustment, and effective clamping control without increasing the fastener’s nominal diameter.
5.10 UNF Thread Limitations
Fine threads are slower to assemble and more sensitive to galling, contamination, misalignment, and cross-threading.

6. BSW Thread Types
6.1 BSW Thread Standard
British Standard Whitworth uses inch dimensions, a 55-degree angle, and rounded crests and roots. It remains historically significant.
6.2 BSW Thread Designation
BSW fasteners are identified by nominal inch diameter and standard TPI, followed by the BSW abbreviation.
6.3 BSW Thread Pitch
Whitworth TPI values differ from Unified series in many sizes. Similar-looking threads therefore require gauge verification before assembly.
6.4 BSW Thread Angle
The distinctive 55-degree angle prevents correct flank contact with 60-degree UNC, UNF, or metric threads.
6.5 Rounded Thread Profile
Rounded crests and roots reduce sharp stress raisers and reflect the manufacturing philosophy behind the original Whitworth standard.
6.6 BSW Thread Sizes
BSW sizes use fractional inches and remain common in older British machinery, classic vehicles, railway equipment, and heritage installations.
6.7 BSW Thread Tolerances
Tolerance governs fit and pitch diameter. Worn legacy components may require direct measurement rather than reliance on nominal markings.
6.8 BSW Thread Applications
BSW is encountered in vintage pumps, machine tools, agricultural machinery, restoration projects, and long-serving imported industrial equipment.
6.9 BSW Thread Advantages
Its rounded profile provides favourable stress distribution and preserves dimensional authenticity when repairing historically significant machinery.
6.10 BSW Thread Limitations
Replacement bolts, nuts, taps, and dies may be difficult to source. Incorrect UNC substitution can damage valuable components.

7. Metric UNC UNF and BSW Comparison
7.1 Measurement Systems
Metric threads use millimetres for diameter and pitch. UNC, UNF, and BSW use inches and threads per inch.
7.2 Thread Angles
Metric, UNC, and UNF use 60 degrees. BSW’s 55-degree angle is a decisive compatibility difference.
7.3 Thread Profiles
Metric and Unified threads use truncated forms, while BSW uses rounded crests and roots that require matching tooling.
7.4 Pitch Differences
Metric pitch measures crest spacing. Imperial systems count threads per inch, with higher TPI indicating a finer thread.
7.5 Diameter Differences
Nominal diameters may appear nearly identical across systems. Small discrepancies can still cause binding, stripping, or unreliable engagement.
7.6 Strength Differences
Strength depends on material, grade, heat treatment, stress area, and engagement. No single thread family is universally strongest.
7.7 Load Distribution
Correctly matched flanks distribute load across engaged threads. Mismatched profiles concentrate stress near the first loaded thread.
7.8 Vibration Resistance
Fine threads may resist rotation better because of their smaller helix angle, but proper preload and locking remain essential.
7.9 Assembly Speed
Coarse threads assemble faster and tolerate contamination. Fine threads require more turns but deliver superior positional control.
7.10 Availability
Metric and UNC are broadly stocked. UNF is common in specialised sectors, while BSW often requires dedicated suppliers.
7.11 Global Usage
Metric dominates worldwide manufacturing. UNC and UNF remain prevalent in North America, while BSW survives mainly in legacy British equipment.

8. Coarse and Fine Thread Comparison
8.1 Thread Depth
Coarse threads have deeper profiles that resist handling damage, while fine threads leave a larger solid bolt core.
8.2 Tensile Strength
Fine threads usually provide greater tensile stress area at the same nominal diameter, potentially increasing axial load capacity.
8.3 Shear Strength
Shear capacity depends on fastener grade and shear-plane location. Ideally, the load crosses the smooth unthreaded shank.
8.4 Stripping Resistance
Coarse threads generally resist stripping better in aluminium, cast iron, plastics, and other comparatively weak materials.
8.5 Fatigue Resistance
Fine threads can perform well under cyclic tension, although preload, root finish, alignment, and surface defects remain decisive.
8.6 Vibration Performance
Fine threads permit precise preload and have a smaller helix angle, but still require suitable locking where vibration is severe.
8.7 Adjustment Accuracy
Their shorter axial movement per revolution makes fine threads suitable for calibration, bearing adjustment, and precision machinery.
8.8 Dirt Tolerance
Coarse threads tolerate rust, paint, grit, and minor deformation better than their more delicate fine-thread counterparts.
8.9 Installation Speed
Coarse threads require fewer turns for full engagement, whereas fine threads install more slowly but offer better control.
8.10 Material Suitability
Coarse threads suit soft tapped materials. Fine threads suit stronger metals, thin sections, and compact high-strength joints.
8.11 Maintenance Requirements
Coarse threads are easier to clean and service, while fine threads demand careful alignment, cleanliness, and lubrication.

9. Bolt Thread Identification
9.1 Visual Inspection
Inspect the diameter, spacing, crest shape, and profile, but never rely on appearance alone for final identification.
9.2 Diameter Measurement
Measure across the external crests with a caliper or micrometer and compare the result with standard sizes.
9.3 Pitch Measurement
Metric pitch is the crest-to-crest distance in millimetres. Imperial pitch is expressed as threads per inch.
9.4 Thread Gauge Use
Match a pitch-gauge blade across several threads until it sits cleanly without gaps, rocking, or interference.
9.5 Caliper Use
Measure across several thread intervals, then divide the distance by the number of intervals for improved accuracy.
9.6 Metric Markings
Head markings such as 8.8, 10.9, and 12.9 indicate metric strength class, not thread pitch.
9.7 Imperial Markings
Radial head lines commonly indicate SAE grade, while additional symbols may identify the manufacturer or specification.
9.8 Thread Angle Identification
Metric, UNC, and UNF use 60-degree profiles. BSW uses 55 degrees and rounded thread geometry.
9.9 Nut Fit Testing
A correct nut should turn freely by hand. Binding, wobbling, or forced engagement signals a likely mismatch.
9.10 Reference Chart Use
Thread charts compare diameter, pitch, TPI, tapping size, and designation, simplifying the identification of unfamiliar fasteners.
9.11 Identification Mistakes
Frequent errors include confusing M10 with 3/8 inch, UNC with BSW, and coarse with fine threads.

10. Thread Selection Guide
10.1 Load Requirements
Evaluate tension, shear, fatigue, impact, preload, and engagement before selecting the thread and bolt grade.
10.2 Material Compatibility
Soft materials may require coarse threads, longer engagement, or inserts to prevent internal-thread stripping.
10.3 Vibration Conditions
Vibrating joints require controlled preload and an appropriate locking method rather than reliance on pitch alone.
10.4 Temperature Conditions
Temperature affects strength, thermal expansion, oxidation, coatings, and lubricant behaviour throughout the joint’s service life.
10.5 Corrosion Exposure
Chemical vapours, humidity, and salt may require stainless alloys, compatible plating, or protective anti-seize compounds.
10.6 Assembly Frequency
Frequently dismantled joints benefit from durable threads, replaceable inserts, and designs that minimise cross-threading.
10.7 Adjustment Requirements
Fine threads suit precise axial adjustment, while coarse threads favour rapid clamping and general-purpose assembly.
10.8 Available Space
Fine threads may provide more engaged turns within limited length, whereas wall thickness can restrict usable thread depth.
10.9 Industry Standards
Applicable machinery, automotive, aerospace, structural, or pressure-equipment standards should govern thread selection.
10.10 Replacement Availability
Locally stocked standard threads reduce downtime. Obsolete BSW and specialised pitches may require strategic spare inventory.
10.11 Cost Considerations
Consider tooling, installation time, inspection, replacement stock, maintenance, and failure risk rather than purchase price alone.
10.12 Safety Requirements
Safety-critical fasteners require traceable materials, verified dimensions, approved torque, and documented inspection without unauthorised substitution.

11. Thread Compatibility and Installation
11.1 Metric and Imperial Compatibility
Metric and imperial threads are not interchangeable, even when their nominal diameters appear nearly identical.
11.2 UNC and UNF Compatibility
UNC and UNF use different TPI values, so same-diameter components will bind and become damaged.
11.3 BSW and UNC Compatibility
BSW and UNC may resemble each other, but their 55-degree and 60-degree profiles prevent correct flank contact.
11.4 Nut and Bolt Matching
Match diameter, pitch, thread form, fit class, and mechanical strength before assembling any nut and bolt.
11.5 Thread Class Matching
Thread classes control clearance and fit, ranging from generous general-purpose fits to closely controlled precision assemblies.
11.6 Cross Threading Prevention
Align components squarely, clean the threads, and begin by hand. Early resistance should never be overcome forcibly.
11.7 Proper Engagement Length
Required engagement varies with diameter, pitch, parent material, and load, especially in weak tapped components.
11.8 Torque Requirements
Use specified torque values because over-tightening can yield the bolt and under-tightening can permit fatigue or separation.
11.9 Lubrication Effects
Lubrication reduces friction and increases preload at the same torque, making dry and lubricated values non-equivalent.
11.10 Threadlocking Methods
Options include prevailing-torque nuts, adhesives, tab washers, castellated nuts, and other mechanical retention systems.
11.11 Damaged Thread Repair
Minor defects may be chased. Severe damage may require inserts, oversizing, or complete component replacement.
11.12 Thread Inspection
Check for corrosion, galling, flattened crests, cracks, distortion, and excessive wear before reuse.

12. Frequently Asked Questions
12.1 What Are the Main Types of Bolt Threads
The principal systems are ISO metric, UNC, UNF, and BSW, each with distinct dimensions or profiles.
12.2 What Is the Difference Between Metric and UNC Threads
Metric threads use millimetres for diameter and pitch. UNC uses inch diameters and coarse threads per inch.
12.3 What Is the Difference Between UNC and UNF Threads
UNC uses fewer, deeper threads, while UNF uses more, shallower threads for finer adjustment and greater tensile area.
12.4 What Does BSW Mean in Bolt Threads
BSW means British Standard Whitworth, an inch-based system using a 55-degree angle and rounded profile.
12.5 How Can You Identify a Metric Bolt Thread
Measure its major diameter in millimetres and match its pitch with a metric thread gauge.
12.6 How Can You Measure Bolt Thread Pitch
Use a pitch gauge or measure across several crests and divide by the number of thread intervals.
12.7 Can UNC and BSW Threads Be Interchanged
No. Similar sizes may exist, but their thread angles and profiles do not mate correctly.
12.8 Are Metric and Imperial Threads Compatible
No. Apparent initial engagement can quickly become binding, deformation, and unreliable load transfer.
12.9 Which Thread Type Is Best for High Loads
No thread family is universally strongest. Grade, tensile area, preload, engagement, and joint geometry determine capacity.
12.10 Which Thread Type Is Best for Vibration
Fine threads allow precise preload, but effective vibration resistance depends mainly on joint design and locking.
12.11 Are Fine Threads Stronger Than Coarse Threads
Fine threads often have greater tensile area, while coarse threads usually resist stripping better in weak materials.
12.12 Why Are Coarse Threads Used in Soft Materials
Their deeper flanks engage more parent material and provide better resistance to internal-thread stripping.
12.13 What Happens When the Wrong Thread Type Is Used
The joint may cross-thread, seize, strip, loosen, or fail because load is concentrated on mismatched flanks.
12.14 How Much Thread Engagement Is Required
The requirement depends on diameter, load, and material strength. Critical joints need calculation or approved standard guidance.
12.15 Which Bolt Thread Type Is Most Common
ISO metric is dominant worldwide, while UNC and UNF remain widespread in North American machinery.
13. Conclusion
Metric, UNC, UNF, and BSW threads differ in measurement, pitch convention, geometry, and common application.
Choose according to load, material, vibration, environment, adjustment needs, standards, and replacement availability.
Close dimensional resemblance never guarantees interchangeability. Accurate measurement prevents damage and unreliable preload.
Reliable joints require matched components, clean engagement, correct lubrication, controlled torque, suitable locking, and periodic inspection.